



製造業における効率性、利便性、自動化へのニーズの高まりに伴い、レーザーの概念が注目され、様々な分野で急速に活用されるようになりました。レーザー溶接もその一つです。本稿では、レーザー溶接におけるレーザーハイブリッド溶接の基本原理、利点、応用産業、発展の見通しについて詳細に解説し、厚板溶接におけるレーザーハイブリッド溶接の優位性を十分に示します。
レーザーハイブリッド溶接はレーザー溶接レーザービームとアークを組み合わせた溶接方法。ハイブリッド効果により、溶接速度、溶け込み深さ、プロセス安定性が大幅に向上する。1980年代後半以降、高出力レーザーの継続的な開発により、レーザーハイブリッド溶接技術の発展が促進され、材料の厚さ、材料の反射率、ギャップブリッジング能力といった問題はもはや障害ではなくなった。中厚材部品の溶接に成功裏に適用されている。
1. レーザーハイブリッド溶接技術
1.1 特徴レーザーハイブリッド溶接
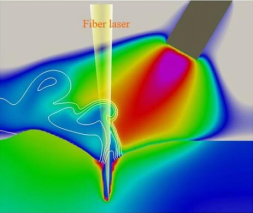
レーザーハイブリッド溶接プロセスでは、レーザービームとアークが共通の溶融池(図参照)内で相互作用し、その相乗効果によって深く狭い溶接部が形成され、生産性が向上します。

レーザーアークハイブリッド溶接プロセスソリューション
1.2 基本原則レーザーハイブリッド溶接
レーザー溶接熱影響部が非常に狭いことで知られており、レーザービームを小さな領域に集束させて狭く深い溶接部を形成できます。溶接速度が速くなり、熱入力が減り、溶接コストが削減されます。部品の熱変形の可能性。ただし、レーザー溶接隙間を埋める能力が低いため、ワークピースの組み立てやエッジ加工において高い精度が求められる。レーザー溶接アルミニウム、銅、金などの高反射性材料に対しても、溶接は非常に困難です。一方、アーク溶接プロセスは、優れたギャップブリッジング能力、高い電気効率を持ち、高反射性材料を効果的に溶接できます。しかし、アーク溶接中のエネルギー密度が低いため、プロセスが遅くなり、溶接領域への熱入力が大きくなり、溶接部品の熱変形を引き起こします。したがって、高出力レーザー深溶け込み溶接用のビームと、同時にエネルギー効率の高いアーク溶接を相乗的に使用することで、ハイブリッド効果によりプロセスの欠点が補われ、利点が補完されます。

溶接部の形成パターン
1.3 レーザーハイブリッド溶接プロセスの利点
デメリットレーザー溶接レーザー溶接の欠点は、ギャップブリッジング能力が低く、ワークピースの組み立てに高い要求があることです。アーク溶接の欠点は、厚板を溶接する場合、エネルギー密度が低く、溶け込み深さが浅いため、溶接領域に大量の熱入力が発生し、溶接部品に熱損傷や変形を引き起こすことです。この2つの組み合わせにより、互いに影響し合い、それぞれの溶接プロセスの欠点を補い合い、レーザー深溶け込み溶接とアーク溶接の利点を最大限に活かして、熱入力が少なく、溶接変形が少なく、溶接速度が速く、溶接強度が高いという利点を実現できます。
レーザーハイブリッド溶接プロセス図
2.1MAVENレーザーハイブリッド溶接構造
レーザーハイブリッド溶接の産業応用と開発
3.1 応用産業
高出力レーザー技術の成熟に伴い、レーザーハイブリッド溶接は様々な分野で広く利用されるようになりました。溶接効率が高く、ギャップ許容範囲が広く、溶け込み深さが深いという利点があり、中厚板の溶接に最適な溶接方法です。また、大型設備製造分野において、従来の溶接方法に取って代わる溶接方法でもあります。建設機械、橋梁、コンテナ、パイプライン、船舶、鉄骨構造物、重工業など、幅広い産業分野に適しています。

3.2 発展動向
中国は、レーザー装置2021年、我が国のレーザー機器産業の生産台数は20万台を超える見込みです。その中で、レーザー溶接装置はレーザー機器市場の約27.3%を占め、市場の主流機器の一つとなっています。レーザーハイブリッド溶接は、レーザー溶接装置の新しいタイプの一つです。様々な産業で中厚板溶接の需要が継続的に放出されるにつれ、レーザーハイブリッド溶接の需要市場は拡大し続けています。企業は技術、人材、用途などで革新を続け、代替を推進しています。輸入高出力レーザーハイブリッド溶接のペースに合わせて、国内代替の発展傾向は高出力レーザーハイブリッド溶接それはますます明らかになってきている。
投稿日時:2023年9月22日











