



01 厚板レーザーアークハイブリッド溶接
厚板(厚さ ≥ 20 mm)の溶接は、航空宇宙、航海・造船、鉄道輸送などの重要な分野における大型機器の製造において重要な役割を果たしています。これらの部品は通常、厚みが大きく、接合部の形状が複雑で、使用環境も複雑です。溶接品質は機器の性能と寿命に直接影響します。従来のガスシールド溶接法は、溶接速度が遅く、スパッタの問題が深刻であるため、溶接効率が低く、エネルギー消費量が多く、残留応力が大きいなどの課題を抱えており、ますます高まる製造要件を満たすことが困難です。しかし、レーザーアークハイブリッド溶接技術は、従来の溶接技術とは異なり、レーザー溶接アーク溶接と同様に、図1に示すように、溶け込み深さが大きく、溶接速度が速く、効率が高く、溶接品質が優れているという特徴があります。そのため、この技術は広く注目を集め、いくつかの重要な分野で応用され始めています。
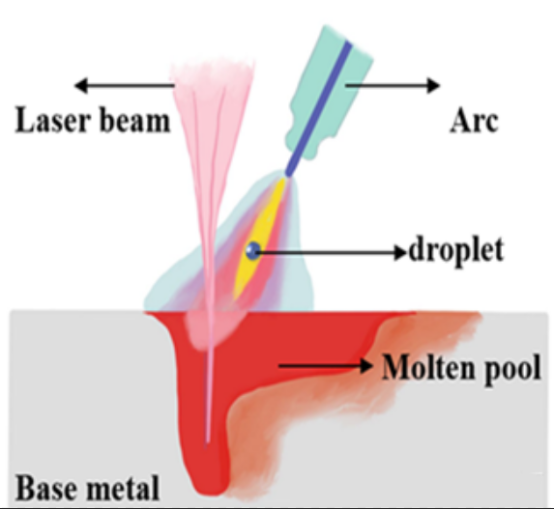
図1 レーザーアークハイブリッド溶接の原理
02 厚板のレーザーアークハイブリッド溶接に関する研究
ノルウェー工業技術研究所とスウェーデンのルーレ工科大学は、厚さ45mmの微合金高強度低合金鋼の15kW以下の複合溶接継手の構造均一性を研究した。大阪大学とエジプト中央冶金研究所は、20kWファイバーレーザーを使用して、底部の隆起問題を解決するために底ライナーを使用した厚板(25mm)のシングルパスレーザーアークハイブリッド溶接プロセスを研究した。デンマークのフォーステクノロジー社は、2台の16kWディスクレーザーを直列に接続して、32kWで厚さ40mmの鋼板のハイブリッド溶接を研究し、図2に示すように、高出力レーザーアーク溶接が洋上風力発電タワーの基部溶接に使用されることが期待されることを示した。ハルビン溶接株式会社は、国内で初めて高出力固体レーザー溶融電極アークハイブリッド熱源溶接のコア技術と装置統合技術を習得した。これは、我が国で初めて、高出力固体レーザー二線式溶融電極アークハイブリッド溶接技術と装置をハイエンド機器の製造に適用することに成功した事例です。
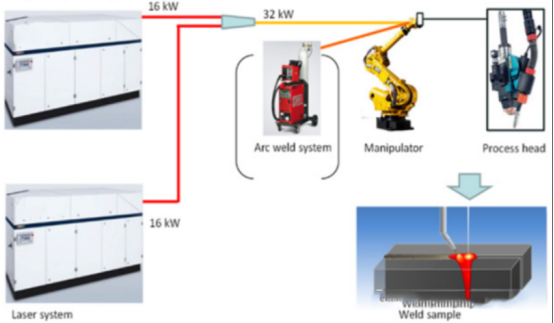
図2. レーザー設置レイアウト図
国内外の厚板レーザーアークハイブリッド溶接の現状の研究状況から、レーザーアークハイブリッド溶接法と狭開先溝の組み合わせにより厚板の溶接が実現できることが分かります。レーザー出力が10,000ワットを超えると、高エネルギーレーザーの照射下で、材料の蒸発挙動、レーザーとプラズマの相互作用プロセス、溶融池の流れの安定状態、熱伝達メカニズム、溶接部の冶金学的挙動に様々な程度の変化が生じます。出力が10,000ワットを超えると、出力密度の増加により小孔付近の蒸発度が高まり、反動力が小孔の安定性と溶融池の流れに直接影響し、溶接プロセスに影響を及ぼします。これらの変化は、レーザーとその複合溶接プロセスの実施に無視できない影響を与えます。溶接プロセスにおけるこれらの特徴的な現象は、直接的または間接的に溶接プロセスの安定性をある程度反映し、溶接の品質さえも決定づけることができます。レーザーとアークの2つの熱源の結合効果により、2つの熱源がそれぞれの特性を十分に発揮し、単一レーザー溶接やアーク溶接よりも優れた溶接効果を得ることができます。レーザー自溶溶接法と比較すると、この溶接法はギャップ適応性が高く、溶接可能な厚さが大きいという利点があります。厚板の狭ギャップレーザーワイヤ充填溶接法と比較すると、ワイヤ溶融効率が高く、溝融合効果が良好という利点があります。さらに、レーザーがアークに引き寄せられることでアークの安定性が向上し、レーザーアークハイブリッド溶接は従来のアーク溶接よりも高速になります。レーザーフィラーワイヤ溶接比較的高い溶接効率で。
03 高出力レーザーアークハイブリッド溶接の応用
高出力レーザーアークハイブリッド溶接技術は、造船業界で広く使用されています。ドイツのマイヤー造船所は、船体平板と補強材の溶接用に12kW CO2レーザーアークハイブリッド溶接生産ラインを構築し、20mの長さのすみ肉溶接を一度に形成し、変形度を2/3に低減しました。GEは、最大出力20kWのファイバーレーザーアークハイブリッド溶接システムを開発し、USSサラトガ空母の溶接に使用し、溶接金属を800トン節約し、作業時間を80%削減しました(図3参照)。CSSC 725は、20kWファイバーレーザー高出力レーザーアークハイブリッド溶接システムを採用し、溶接変形を60%低減し、溶接効率を300%向上させました。上海外高橋造船所は、16kWファイバーレーザー高出力レーザーアークハイブリッド溶接システムを使用しています。この生産ラインは、レーザーハイブリッド溶接とMAG溶接を組み合わせた新しいプロセス技術を採用し、厚さ4~25mmの鋼板の片面一パス溶接と両面成形を実現しています。高出力レーザーアークハイブリッド溶接技術は、装甲車両に広く使用されています。その溶接特性は、厚肉で複雑な金属構造の溶接が可能で、低コストかつ高効率な製造が可能であることです。

図3. 空母USSサラ・トーガ
高出力レーザーアークハイブリッド溶接技術は、一部の産業分野で既に実用化されており、中・大肉厚の大型構造物を効率的に製造するための重要な手段となるでしょう。現状では、高出力レーザーアークハイブリッド溶接のメカニズムに関する研究が不足しており、光プラズマとアークの相互作用、アークと溶融池の相互作用など、さらなる研究が必要です。高出力レーザーアークハイブリッド溶接プロセスには、プロセスウィンドウが狭い、溶接構造の機械的特性が不均一、溶接品質管理が複雑など、未解決の問題が数多く残っています。工業用レーザーの出力が徐々に増加するにつれて、高出力レーザーアークハイブリッド溶接技術は急速に発展し、様々な新しいレーザーハイブリッド溶接技術が次々と登場するでしょう。今後、高出力レーザー溶接装置の開発においては、局所化、大規模化、インテリジェント化が重要なトレンドとなるでしょう。
投稿日時:2024年4月24日











