



溶接知識百科事典:分類に関する簡単な考察
レーザー溶接の溶接プロセス
工業生産において、レーザー溶接は航空宇宙分野で長年応用されてきた。高精度溶接レーザー溶接は、特殊材料の溶接にも用いられます。産業の発展と技術の進歩に伴い、レーザー溶接は現在、一般材料の溶接にもますます広く利用されています。本日は、レーザー溶接の分類について説明します。レーザー溶接は、高エネルギー密度のレーザービームを熱源として材料を融合させる、効率的かつ精密な溶接方法です。高速溶接、変形が少ない、溶接環境への要求が低い、高出力密度、磁場の影響を受けない、導電性材料に制限がない、真空作業条件が不要、溶接プロセス中にX線が発生しないなど、多くの利点があります。
レーザー溶接は、さまざまな観点から分類することができる。
- レーザー出力エネルギーモードによる分類:
- 連続レーザー溶接:溶接工程中に、連続的で途切れのない溶接形状が形成される。
- パルスレーザー溶接溶接対象物の表面へのエネルギー入力は断続的であるため、パルス状の光スポットが溶接対象物の表面に作用し、円形の溶接スポットを形成します。レーザーパラメータを変えることで、さまざまな溶接形状が得られます。
- 集束レーザースポットのパワー密度による分類:
- レーザー熱伝導溶接:出力密度は比較的低く、一般的に10⁵ W/cm²未満です。レーザーは溶接対象物の表面にエネルギーを伝達し、金属表面を融点と沸点の間の温度まで加熱します。熱は熱伝導によって金属内部に伝達され、タングステン不活性に似た溶接部が形成されます。ガス(TIG)溶接.
- レーザー深溶け込み溶接(キーホール溶接):金属表面に作用するレーザー出力密度が10⁵W/cm²を超えると、高出力レーザービームが金属材料の表面に作用し、局所的な溶融を引き起こして「キーホール」を形成します。レーザービームは「キーホール」を通して溶融池の内部に浸透し、溶接部を形成します。
- 制御モードによる分類:
- 手動レーザー溶接機
- 自動レーザー溶接機
- ガルボレーザー溶接機
- レーザーの種類による分類:
- YAGレーザー溶接機
- 半導体レーザー溶接機
- ファイバーレーザー溶接機
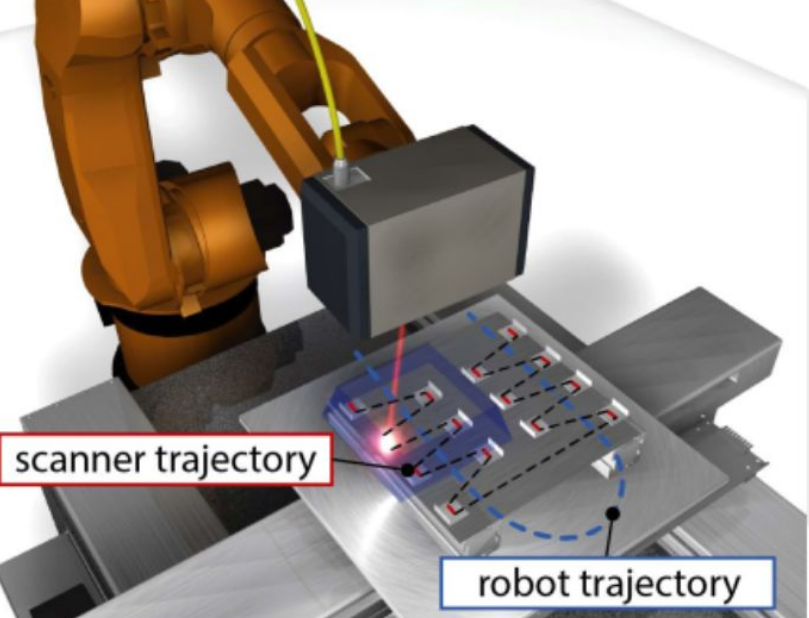
1. フライングレーザー溶接
フライングレーザー溶接は、遠隔溶接、検流計、マニピュレーターの利点を組み合わせ、専門的なグラフィック処理ソフトウェアを搭載することで、三次元空間における瞬時の多軌道溶接を実現します。
主な用途:
自動車の車体、シート、一般的な自動車部品などの製品に適用されます。材料面では、鋼板、冷間圧延鋼板、アルミニウム合金などの一般的な材料に加え、複合材料やマグネシウムアルミニウム合金などの合金材料にも使用できます。
★ 利点:
- あらゆる溶接形態に対応
- あらゆる溶接方向に適しています
- ユーザー定義の溶接/スポット分布
- 最適化された応力分布
- 高速スポット溶接、シーム溶接、重ね溶接、突合せ溶接、すみ肉溶接、および重ね合わせ溶接が可能
- 溶接ヘッドとロボット間のリアルタイム同期により、レーザー溶接プロセスを加速する。
- より小さな床面積で済む
- メンテナンス費用と物流コストの削減
2. スパイラルレーザー溶接
これは、溶接ヘッドに特殊な揺動モジュールを搭載することで実現した、二重楔形レーザー振動によるレーザー溶接方式です。これにより、溶接ヘッドの移動中に集束された光スポットが螺旋状の溶接部を形成することが可能になります。
主な用途:
ヒンジ溶接、熱交換器、管式熱交換器、石油・天然ガス産業における厚管溶接、フランジ溶接、アルミニウム合金溶接など。
★ 利点:
- より広い溶接
- 極めて高い処理再現性/処理安定性
- 溶接部の形成がより良好
- 溶接後の後処理が簡素化され、溶接部の表面がより滑らかになる。
- 優れたアルミニウム合金溶接能力
3. レーザーろう付け
レーザーろう付けとは、母材よりも融点の低いろう材を用いる接合方法である。ろう材は、自身の融点より高く、かつ母材の融点より低い温度に加熱される。液状化したろう材は母材を濡らし、接合部の隙間を埋め、母材と拡散することで接合部を接合する。
主な用途:
アルミ製車体フレーム構造の溶接。例えば、屋根と側壁の接合部やドアの溶接など。
★ 利点:
- 純粋なレーザー溶接で発生する、気孔、亀裂、製品の過剰な接合隙間などの欠陥を低減します。
- 溶接強度を向上させ、完璧な溶接ビードを実現します。
- ろう付けの際、溶けるのはろう材のみで、母材は溶けない。
- ろう付け接合部の変形が少なく、滑らかで美しい外観で、溶接精度が高く、異なる材料で作られた複雑な部品に適しています。
- 熱影響部が小さく、圧縮強度が高い
4. レーザーワイヤ充填溶接
レーザーワイヤ充填溶接は、母材と同じまたは類似の材質の充填材を用いる溶接方法です。母材とろう付け用充填材を溶融させ、その後凝固させることで溶接部を形成します。
主な用途:
車両の車体構造部品および自動車部品全体の溶接。
★ 利点:
- 純粋なレーザー溶接における気孔や亀裂などの欠陥を低減します。
- 溶接製品の合格率を向上させ、溶接製品間の隙間をわずかに大きくすることが可能になる。
- 溶接中、母材は溶融し、溶接部の強度は母材の強度よりも高くなる。
5. 振動ろう付け
ALO3により、ビーム整形機能と溶接追跡機能を同一装置に統合しています。溶加材ワイヤは機械式センサーとして使用できます。
主な用途:
ホワイトボディのレーザーろう付けは、主にルーフカバーやトランク蓋のレーザーろう付け、および自動車部品のろう付けを含みます。部品の変動や治具の誤差は、レーザーろう付けの難易度を著しく高め、レーザー溶接プロセスのデバッグを極めて困難にすることがよくあります。しかし、振動ろう付けは、溶接方向を効果的に調整できます。溶接追跡機能と自動焦点距離補正機能により、レーザービームを容易に誘導および集束でき、方向変更を実現し、高い自動化、高速溶接速度、高効率を実現し、溶接品質を維持します。
★ 利点:
- 溶接追跡により、ワークピースの溶接軌跡をリアルタイムで特定します。
- ワークピースのずれに応じてXYZ三方向の溶接軌道を適応的に調整し、良好な溶接品質を得る。
- 製品溶接の一貫性を向上させます
6. 三点ろう付け
レンズにデュアルスポットモジュールが追加されています。溶接時には、ろう付け光学系内の3スポットモジュールが1本のビームを3本のビームに分割し、溶融亜鉛めっき鋼板のろう付けを可能にし、割れのない平坦な溶接を実現します。
主な用途:
アルミニウム合金製ホワイトボディのろう付け、ルーフカバーやトランク蓋のレーザーろう付け、自動車部品のろう付けなど。
★ 利点:
- より安定した信頼性の高いろう付けプロセス
- より速いスピード
- より高い強度
- 溶融亜鉛めっき鋼板溶接部の外観品質の向上
- オンラインクリーニングプロセス
- 動的エネルギー調整
7. 多波長ハイブリッド溶接
多波長ハイブリッド溶接は、連英レーザー社が開発した革新的な溶接プロセスです。波長の異なる2つのレーザービームを重ね合わせ、空間的に2つのビームの軸を一致させます。主波長のレーザーは主に溶接に使用され、副波長のレーザーは主に溶接ワイヤと母材の予熱に使用され、溶融池内の溶融金属の冷却速度を低下させます。アルミニウム合金、マグネシウム合金、銅合金などに特に適しています。
★ 利点:
- 毛穴の内容物を減らします
- 溶接ビードの安定性を高め、溶接効率を向上させます。
- 熱応力を効果的に緩和し、亀裂を低減し、溶接強度を向上させ、比較的均一な外観の溶接ビードを得る。
結論として、現在、レーザー産業全体において、海外の技術と設備は依然として主導的な地位を占めています。レーザー本体や光学加工ヘッドから、チラー、パワーメーター、溶接中モニタリング、溶接後検査、TCPキャリブレーターなどの補助機器に至るまで、あらゆる面で海外が総合的に進んでいます。国内企業は追いつこうと懸命に努力していますが、レーザー溶接の応用分野においては、中国は国際的な先進レベルに比較的近づいており、多くの優良企業が台頭し、優れた成果を上げています。
投稿日時:2025年9月5日











