



01 とは溶接継手
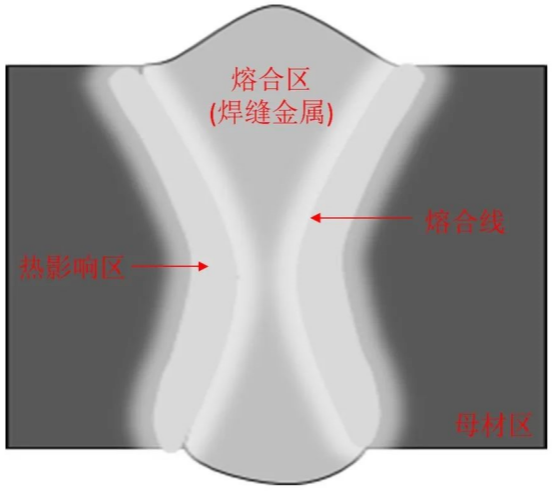
溶接継手とは、2つ以上のワークピースを溶接によって接合した継手のことです。溶融溶接の溶接継手は、高温の熱源による局所的な加熱によって形成されます。溶接継手は、図に示すように、溶融部(溶接部)、溶融線、熱影響部、および母材部から構成されます。
02 バットジョイントとは何ですか?
一般的に用いられる溶接構造は、相互に接続された2つの部品を、接合部の中央面において同一平面または円弧状に溶接する接合部である。その特徴は、均一な加熱と均一な力の伝達が可能であり、溶接品質を容易に確保できる点にある。
03 とは溶接溝
溶接継手の浸透性と品質を確保し、溶接変形を低減するために、溶接部品の継手は一般的に溶接前に様々な形状に加工されます。溶接方法や溶接部の厚さによって、適切な溶接溝の形状が異なります。一般的な溝の形状としては、図に示すように、I形、V形、U形、片側V形などがあります。
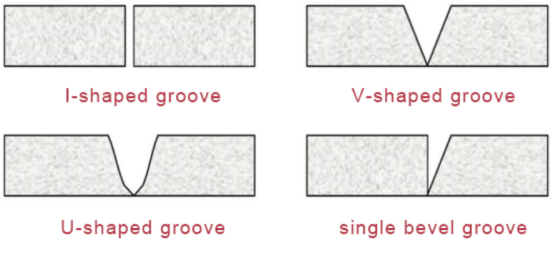
突き合わせ継手の一般的な溝の形状
04 突き合わせ継手の溝形状がレーザーアーク複合溶接
溶接対象物の厚みが増すにつれて、中厚板(レーザー出力10kW未満)の片面溶接および両面成形は、より複雑になることが多い。通常、中厚板の溶接を実現するには、適切な溝形状の設計や一定のドッキングギャップの確保など、さまざまな溶接戦略を採用する必要がある。しかし、実際の生産溶接では、ドッキングギャップを確保すると溶接治具の難易度が上がる。そのため、溶接工程において溝の設計が非常に重要となる。溝の設計が適切でない場合、溶接の安定性と効率に悪影響を及ぼし、溶接不良のリスクも高まる。
(1)溝の形状は溶接部の品質に直接影響します。適切な溝設計により、溶接ワイヤ金属が溶接部に完全に充填され、溶接欠陥の発生を減らすことができます。
(2)溝の幾何学的形状は熱の伝達方法に影響を与え、熱をより効果的に誘導し、より均一な加熱と冷却を実現し、熱変形や残留応力を回避するのに役立ちます。
(3)溝の形状は溶接部の断面形状に影響を与え、溶接部の断面形状が溶接深さや幅などの特定の要求により適合するようになる。
(4)適切な溝形状は溶接の安定性を向上させ、溶接工程中のスパッタリングやアンダーカット欠陥などの不安定な現象を低減することができる。
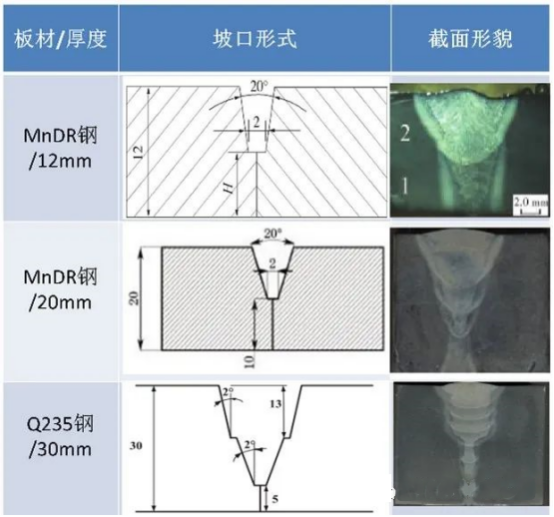
図3に示すように、研究者らは、レーザーアーク複合溶接(レーザー出力4kW)を使用すると、2層2パスで溝を埋めることができ、溶接効率を効果的に向上させることができることを発見しました。3層のレーザーアーク複合溶接(レーザー出力6kW)を使用して、厚さ20mmのMnDRの欠陥のない溶接が達成されました。レーザーアーク複合溶接を使用して、厚さ30mmの低炭素鋼を複数層および複数パスで溶接したところ、溶接継手の断面形状は安定して良好でした。さらに、研究者らは、長方形溝の幅とY字溝の角度が空間制約効果に大きな影響を与えることを発見しました。長方形溝の幅が≤4mmで、Y字溝の角度は≤60 °図に示すように、溶接部の断面形態には中央の亀裂と側壁の切り欠きが見られる。
溝形状が溶接部の断面形態に及ぼす影響
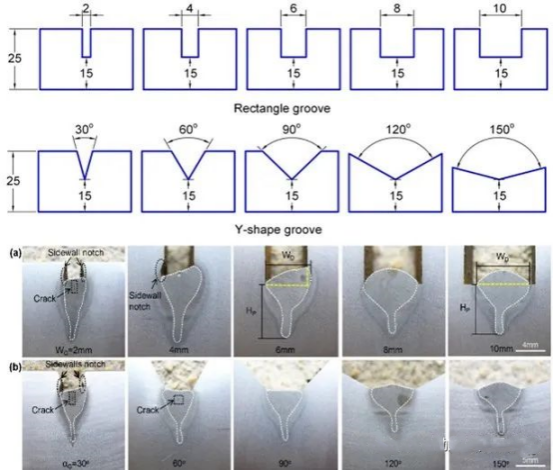
溝幅と溝角度が溶接部の断面形状に及ぼす影響
05 要約
溝形状の選定にあたっては、溶接作業の要件、材料特性、およびレーザーアーク複合溶接プロセスの特性を総合的に考慮する必要があります。適切な溝設計は、溶接効率を向上させ、溶接欠陥のリスクを低減します。したがって、溝形状の選定と設計は、中厚板のレーザーアーク複合溶接における重要な要素となります。
投稿日時:2023年11月8日











