



超高速レーザーは数十年前から存在していますが、産業用途は過去20年間で急速に拡大しました。2019年には、超高速レーザーの市場価値はレーザー材料加工市場は約4億6000万米ドルで、年平均成長率は13%でした。超高速レーザーが工業材料の加工に成功裏に使用されている応用分野には、半導体産業におけるフォトマスクの製造と修理、携帯電話やタブレットなどの民生用電子機器におけるシリコンダイシング、ガラスの切断/スクライビング、(酸化インジウムスズ) ITO膜の除去、自動車産業におけるピストンテクスチャリング、医療産業における冠動脈ステントの製造、マイクロ流体デバイスの製造などがあります。

01 半導体産業におけるフォトマスクの製造と修理
超高速レーザーは、材料加工における初期の産業用途の1つで使用されました。IBMは1990年代にフォトマスク製造におけるフェムト秒レーザーアブレーションの応用を報告しました。金属の飛散やガラスの損傷を引き起こす可能性のあるナノ秒レーザーアブレーションと比較して、フェムト秒レーザーマスクは金属の飛散やガラスの損傷などが見られないという利点があります。この方法は集積回路(IC)の製造に使用されます。ICチップの製造には最大30枚のマスクが必要で、コストは10万ドルを超える場合があります。フェムト秒レーザー加工では、150nm以下の線や点を加工できます。
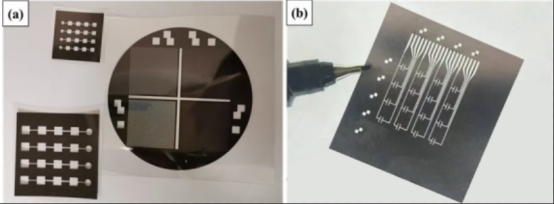
図1.フォトマスクの製造と修復
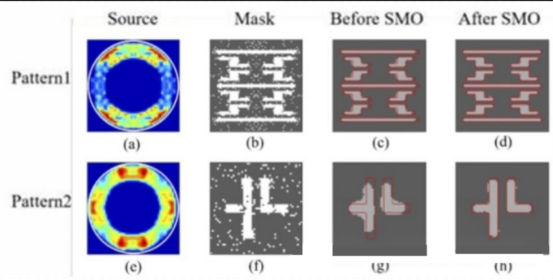
図2.極端紫外線リソグラフィにおける各種マスクパターンの最適化結果
02 半導体産業におけるシリコン切断
シリコンウェーハのダイシングは半導体業界における標準的な製造プロセスであり、通常は機械式ダイシングを使用して行われます。これらの切断ホイールはしばしばマイクロクラックが発生し、薄いウェーハ(厚さ < 150 μm)を切断するのが困難です。シリコンウェーハのレーザー切断は、特に薄いウェーハ(100~200μm)の場合、半導体業界で長年使用されており、レーザー溝加工、それに続く機械分離、またはステルス切断(シリコンスクライビング内部での赤外線レーザービーム)に続く機械式テープ分離という複数のステップで行われます。ナノ秒パルスレーザーは1時間に15枚のウェーハを処理でき、ピコ秒レーザーは1時間に23枚のウェーハをより高品質で処理できます。
03 消耗品電子機器業界におけるガラス切断/マーキング
携帯電話やノートパソコンのタッチスクリーンや保護ガラスは薄型化が進み、形状も曲線化が進んでいます。そのため、従来の機械切断は難しくなっています。一般的なレーザーでは切断品質が劣ることが多く、特にガラスディスプレイが3~4層重ねられ、最上層の700μm厚の保護ガラスが強化ガラスで局所的な応力で破損する可能性がある場合には顕著です。超高速レーザーは、これらのガラスをより優れた切断強度で切断できることが実証されています。大型フラットパネルの切断では、フェムト秒レーザーをガラス板の裏面に集光することで、表面を傷つけることなくガラスの内側を削ることができます。その後、刻まれたパターンに沿って機械的または熱的な手段でガラスを割ることができます。
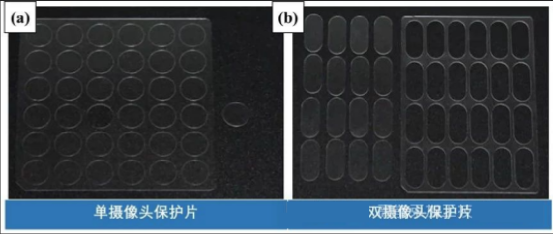
図3. ピコ秒超高速レーザーによるガラスの特殊形状切断
04 自動車産業におけるピストンのテクスチャ
軽量自動車エンジンはアルミニウム合金で作られており、鋳鉄ほど耐摩耗性に優れていません。研究によると、自動車ピストンの表面にフェムト秒レーザー加工を施すことで、摩耗粉やオイルを効果的に保持できるため、摩擦を最大25%低減できることが分かっています。

図4.自動車エンジンピストンのフェムト秒レーザー加工によるエンジン性能の向上
05 医療業界における冠動脈ステント製造
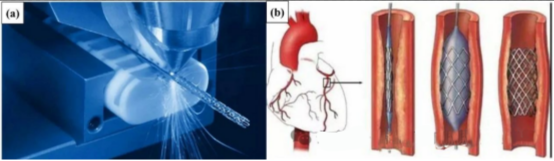
毎年、何百万もの冠動脈ステントが体内の冠動脈に埋め込まれ、血栓で詰まった血管に血液が流れる経路を開き、何百万もの命を救っています。冠動脈ステントは通常、金属(ステンレス鋼、ニッケルチタン形状記憶合金、最近ではコバルトクロム合金など)のワイヤーメッシュでできており、支柱の幅は約100μmです。長パルスレーザー切断と比較して、ブラケットの切断に超高速レーザーを使用する利点は、切断品質が高く、表面仕上げが優れており、切削屑が少なく、後処理コストが削減されることです。
06 医療産業向けマイクロ流体デバイスの製造
マイクロ流体デバイスは、医療業界で疾患の検査や診断に広く用いられています。これらは通常、個々の部品をマイクロ射出成形した後、接着剤や溶接を用いて接合することで製造されます。マイクロ流体デバイスの超高速レーザー加工は、ガラスなどの透明材料内に接続部を必要とせずに3Dマイクロチャネルを形成できるという利点があります。その方法の一つは、バルクガラス内部に超高速レーザー加工を施した後、湿式化学エッチングを行う方法、もう一つは、蒸留水中でガラスまたはプラスチック内部にフェムト秒レーザーアブレーションを行い、デブリを除去する方法です。さらに、ガラス表面にチャネルを機械加工し、フェムト秒レーザー溶接によってガラスカバーで封止する方法もあります。
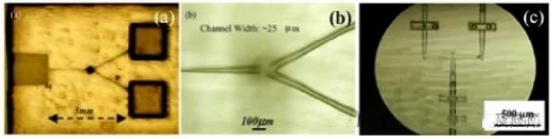
図6.フェムト秒レーザー誘起選択エッチングによるガラス材料内部へのマイクロ流体チャネルの作製
07 インジェクターノズルのマイクロドリル加工
高圧インジェクター市場の多くの企業では、流路穴の形状変更の柔軟性が高く、加工時間が短いため、フェムト秒レーザーによるマイクロ穴加工がマイクロEDMに取って代わっています。歳差運動するスキャンヘッドによってビームの焦点位置と傾きを自動的に制御できるため、燃焼室での噴霧化や浸透を促進する開口部形状(バレル、フレア、収束、発散など)の設計が可能になりました。ドリル加工時間はアブレーション量に依存し、ドリル厚さが0.2~0.5 mm、穴径が0.12~0.25 mmであるため、この技術はマイクロEDMよりも10倍高速です。マイクロドリル加工は、スルーパイロット穴の荒加工と仕上げ加工を含む3段階で行われます。アルゴンは、初期段階で穴を酸化から保護し、最終プラズマを遮蔽するための補助ガスとして使用されます。
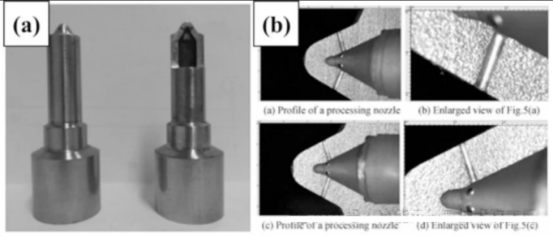
図7.ディーゼルエンジンインジェクター用逆テーパー穴のフェムト秒レーザー高精度加工
08 超高速レーザーテクスチャリング
近年、加工精度の向上、材料損傷の低減、加工効率の向上を目指し、マイクロマシニングの分野が研究者の注目を集めるようになりました。超高速レーザーは、低損傷や高精度など様々な加工上の利点を持ち、加工技術の発展を促進する上で重要な位置を占めています。同時に、超高速レーザーは多様な材料に作用することができ、レーザー加工による材料損傷も主要な研究方向となっています。超高速レーザーは材料のアブレーションに用いられます。レーザーのエネルギー密度が材料のアブレーション閾値を超えると、アブレーションされた材料の表面には、特定の特性を持つマイクロナノ構造が現れます。研究によると、この特殊な表面構造は、材料のレーザー加工時に発生する一般的な現象です。表面マイクロナノ構造の形成は、材料自体の特性を向上させるだけでなく、新素材の開発にもつながります。このことから、超高速レーザーによる表面マイクロナノ構造の形成は、重要な発展的意義を持つ技術的手法と言えます。現在、金属材料に関しては、超高速レーザー表面テクスチャリングの研究により、金属表面の濡れ性、表面摩擦および摩耗特性、コーティングの密着性、細胞の方向性増殖および接着性を向上させることができる。
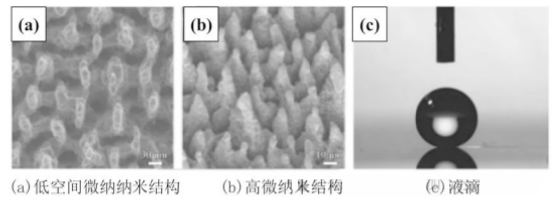
図8.レーザー加工されたシリコン表面の超疎水性
最先端の加工技術である超高速レーザー加工は、熱影響部が小さく、材料との相互作用が非線形であり、回折限界を超える高解像度加工という特徴があります。さまざまな材料の高品質かつ高精度のマイクロナノ加工や、三次元マイクロナノ構造の作製を実現できます。特殊な材料、複雑な構造、特殊なデバイスのレーザー製造を実現することで、マイクロナノ製造の新たな道が開かれます。現在、フェムト秒レーザーは多くの最先端科学分野で広く使用されています。フェムト秒レーザーは、マイクロレンズアレイ、バイオニック複眼、光導波路、メタサーフェスなどのさまざまな光学デバイスの製造に使用できます。その高精度、高解像度、三次元加工能力により、フェムト秒レーザーは、マイクロヒーター部品や三次元マイクロ流体チャネルなどのマイクロ流体チップや光流体チップの製造または統合が可能です。さらに、フェムト秒レーザーは、反射防止、超疎水性、防氷などの機能を実現するために、さまざまな種類の表面マイクロナノ構造を準備することもできます。それだけでなく、フェムト秒レーザーは生物医学の分野にも応用されており、生物学的マイクロステント、細胞培養基質、生物学的顕微鏡イメージングなどの分野で優れた性能を発揮しています。幅広い応用の見通し。現在、フェムト秒レーザー加工の応用分野は年々拡大しています。上述のマイクロ光学、マイクロ流体、多機能マイクロナノ構造、生物医学工学の応用に加えて、メタサーフェスの準備、マイクロナノ製造、多次元光情報ストレージなどの新興分野でも大きな役割を果たしています。
投稿日時:2024年4月17日











