



レーザー溶接これは新しいタイプの溶接方法です。レーザー溶接主に薄肉材料や精密部品の溶接を目的としています。スポット溶接、突合せ溶接、積層溶接、シール溶接などを実現できます。特徴は、アスペクト比が高く、溶接幅が小さく、熱影響部が小さく、変形が少なく、溶接速度が速いことです。溶接部は滑らかで美しく、溶接後に処理が不要、または簡単な処理手順のみが必要です。溶接品質が高く、気孔がありません。母材中の不純物を低減して最適化できます。溶接後に組織を微細化できます。溶接部の強度と靭性は、母材の強度と靭性と同等か、それ以上です。精密に制御でき、集光スポットが小さく、高精度で位置決めでき、自動化を容易に実現できます。特定の異種材料間の溶接を実現できます。
1. レーザー自己融着溶接
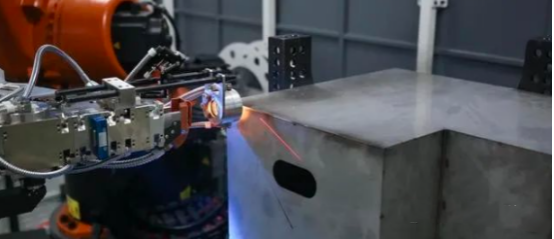
レーザー溶接レーザー溶接は、レーザービームの優れた指向性と高出力密度を利用して作業を行います。レーザービームは光学系を通して小さな領域に集束され、非常に短時間で溶接領域に高密度の熱源を形成します。これにより、溶接対象物が溶融し、強固な溶接点と溶接シームが形成されます。レーザー溶接の特長:アスペクト比が大きい、高速かつ高精度、熱入力が少なく変形が少ない、非接触溶接、磁場の影響を受けず真空引きが不要。
2. レーザーフィラーワイヤ溶接
レーザーフィラーワイヤ溶接レーザー溶接とは、溶接部に特定の溶接材料を予め充填し、レーザー照射によって溶融させる方法、またはレーザー照射中に溶接材料を充填して溶接継手を形成する方法を指します。非溶加ワイヤ溶接と比較して、レーザー溶加ワイヤ溶接は、ワークピースの加工および組み立てに関する厳しい要求を解決し、より厚く大きな部品をより低い出力で溶接できます。また、溶加ワイヤの組成を調整することで、溶接部の構造特性を制御できます。

3. レーザー飛行溶接
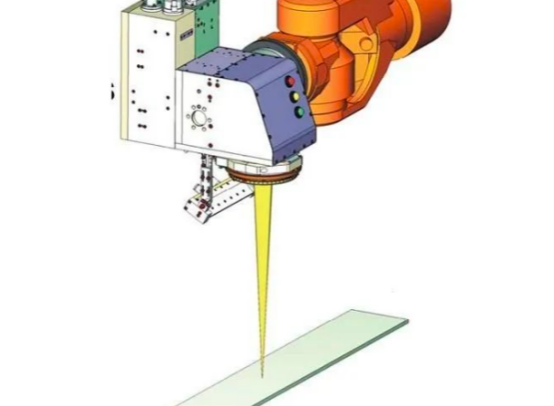
遠隔レーザー溶接高速走査ガルバノメーターを用いた長作業距離加工のレーザー溶接法を指します。位置決め精度が高く、溶接時間が短く、溶接速度が速く、効率が高いのが特徴です。溶接治具に干渉せず、光学レンズの汚染も少なく、あらゆる形状の溶接をカスタマイズして構造強度などを最適化することができます。一般的に、溶接シームにはガス保護がなく、スパッタが大きくなります。主に薄肉高強度鋼板、亜鉛メッキ鋼板、車体パネルなどの製品に使用されます。
4. レーザーろう付け
レーザー発生器から発せられたレーザー光は、溶接ワイヤの表面に集束されて加熱され、溶接ワイヤを溶融させ(母材は溶融しない)、母材を湿らせ、接合部の隙間を埋め、母材と結合して溶接部を形成し、良好な接合を実現する。
5. レーザースイング溶接
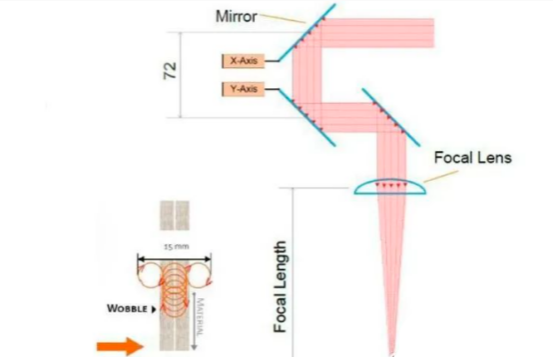
溶接ヘッド内部の反射レンズを揺動させることで、レーザーの揺動を制御し、溶融池を攪拌し、溶融池からのガスの流出を促進し、結晶粒を微細化します。同時に、入射材料の隙間に対するレーザー溶接の感度を低減することもできます。特にアルミニウム合金、銅、異種材料の溶接に適しています。
6. レーザーアークハイブリッド溶接
レーザーアークハイブリッド溶接物理的特性とエネルギー伝達メカニズムが全く異なる2つのレーザーとアークの熱源を組み合わせて、新しい効率的な熱源を形成します。ハイブリッド溶接の特徴:1. レーザー溶接と比較して、ブリッジング能力が向上し、構造が改善されます。2. アーク溶接と比較して、変形が少なく、溶接速度が速く、溶け込み深さが大きくなります。3. 各熱源の長所を活用し、それぞれの短所を補います。1+1>2。

投稿日時:2023年10月25日











